

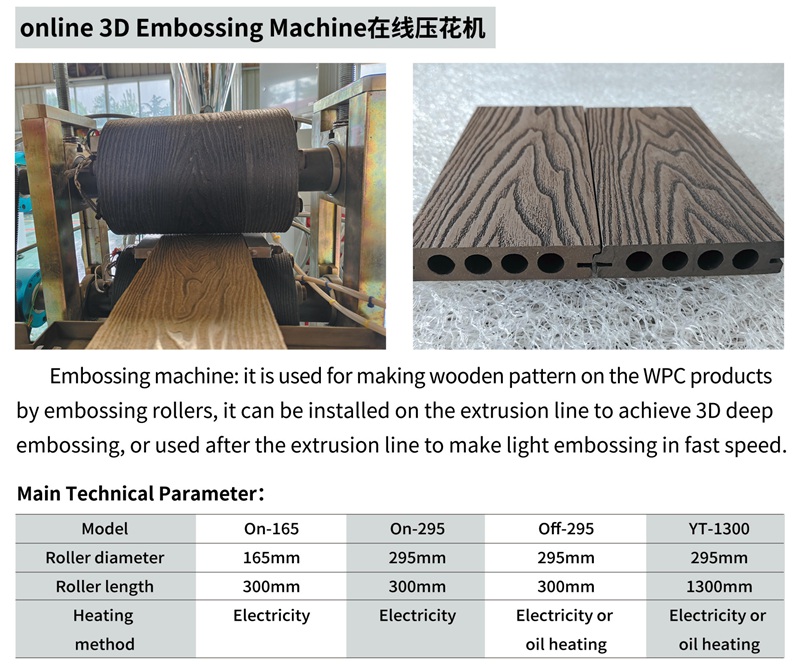
Oplossing vir WPC -dekking aanlyn reliëfprobleme
By die vervaardiging van WPC -dekking is aanlyn -reliëf baie belangrik vir die kwaliteit van die produk, maar baie operateurs ondervind probleme tydens produksie, wat lei tot vaag patrone of ongelyke reliëfdieptes.
Moenie paniekerig raak nie! Yongte sal vandag ons professionele reliëf "noodhulpkit" met u deel. Nadat u dit gelees het, kan u die WPC-dek van hoë gehalte direk begryp! In werklikheid, solank u die sleutelpunte bemeester, kan die Rollover -toneel ook pragtig getransformeer word! Vervolgens leer Yongte Engineers jou stap vir stap om die 'Rollover -toneel' in die 'plafon van voorkoms' te omskep!

Die onduidelike patroon op die oppervlak van houtplastiese vloer kan veroorsaak word deur baie faktore soos grondstowwe, produksieproses, toerustingvorms, ens. Die volgende is spesifieke redes en oplossings:
I. Grondstofprobleme
1. Onredelike grondstofverhouding
Rede:
Die inhoud van plantvesels soos houtpoeier/bamboespoeier is te hoog, of die persentasie plastiek -substrate (soos PE, PVC) is te laag, wat lei tot 'n swak vloeiendheid van die mengsel en probleme om die vorm van die vormpatroon te vul.
Te veel vulstof (soos kalsiumkarbonaat) kan die plastisiteit van die smelt verminder en onduidelike patroonpers veroorsaak.
Oplossingsvoorstelle:
Optimaliseer die formuleverhouding en verhoog die inhoud van plastiek -substraat (soos PE/PVC -verhouding toepaslik tot 40%~ 60%) om te verseker dat die smelt 'n goeie vloeibaarheid by hoë temperatuur het.
Beheer die hoeveelheid vulstof, of gebruik vulmateriaal met fyner deeltjiegrootte (soos nano -kalsiumkarbonaat) om die eenvormigheid van die mengsel te verbeter.
2. Swak grondstof smelteffek
Rede:
Die verwerkingstemperatuur is onvoldoende, die plastiek is nie heeltemal gesmelt nie, en die kombinasie met die vesel is nie styf nie, en die vormtekstuur kan nie volledig oorgedra word tydens druk nie.
Die voginhoud van die grondstowwe is te hoog (veral houtpoeier), en waterdamp word by hoë temperatuur opgewek, wat lei tot oppervlakborrels of vaag patrone.
Oplossingsvoorstelle:
Verhoog die temperatuur van die ekstruder (soos om die temperatuur van die smeltgedeelte met 5 ~ 10 ℃ te verhoog) om te verseker dat die plastiek heeltemal geplastiseer is, en vermy terselfdertyd materiaalafbraak wat veroorsaak word deur oormatige temperatuur.
Droog die veselstowwe soos houtpoeier (die voginhoud word onder 3%beheer), wat vooraf behandel kan word deur droogtoerusting.

Ii. Produksieprosesprobleme
1. Onvoldoende ekstrusiedruk
Rede:
Die ekstruder -skroefsnelheid is te laag of die skroef word gedra, wat lei tot onvoldoende smeltdruk en nie die vorm van die vormpatroon kan vul nie.
Die vorm van die vormvloei -kanaal is onredelik (soos die inlaatgedeelte is te breed, die kompressieverhouding is onvoldoende), wat lei tot buitensporige drukverlies.
Oplossingsvoorstelle:
Verhoog die skroefsnelheid toepaslik (soos om 10 ~ 20r/min te verhoog), of vervang die verslete skroef/vat om die smeltafleweringsdruk te verhoog.
Optimaliseer die vormstruktuur, verhoog die lengte van die kompressie -gedeelte of pas die vloeikanaal -kompressieverhouding (soos van 2: 1 tot 3: 1) aan om voldoende druk by die patroon te verseker.
2. Onbehoorlike reliëf tydsberekening en koelbeheer
Rede:
Die afstand tussen die reliëfroller en die ekstruder -uitlaat is te ver, die smelt koel te vinnig af, en dit is moeilik om 'n duidelike patroon te haal nadat die oppervlak verhard is.
Die temperatuur van die reliëfrol is te hoog of te laag: te hoë temperatuur kan maklik vervorming van patroon veroorsaak; Te lae temperatuur sal die smelt vinnig laat afkoel en die patroon is onvolledig.
Die koelsnelheid is ongelyk, en die plaaslike patroon is vervaag as gevolg van vinnige krimping.
Oplossingsvoorstelle:
Verkort die afstand tussen die reliëfstasie en die ekstruder (dit word aanbeveel om binne 50 ~ 100 cm beheer te word) om te verseker dat die smelt in die beste plastiektoestand is.
Beheer die temperatuur van die reliëfrol (gewoonlik 20 ~ 30 ℃ laer as die smelttemperatuur) presies, wat in reële tyd deur die temperatuurbeheerstelsel aangepas kan word.
Optimaliseer die verkoelingstelsel en gebruik gesegmenteerde verkoeling (soos lugverkoeling en dan waterverkoeling) om eenvormige oppervlakverkoeling te verseker en om vinnige vervorming van die verkoeling te voorkom.
Iii. Toerusting en reliëfrolprobleme
1. reliëfroldrag of ontwerpdefekte
Rede:
Na langdurige gebruik is die rand van die reliëfrol gedra en stomp, wat lei tot onvoldoende driedimensionele gevoel van die reliëfpatroon.
Die patroondiepte is te vlak (soos <0,3 mm) of die hoek is te groot (soos die skuinshoek> 60 °), en dit is moeilik vir die smelt om die puntbesonderhede te vul.
Oplossingsvoorstelle:
Kyk gereeld na die slytasie van die reliëfrol, onderhou of vervang dit betyds om die skerp rand van die patroon te verseker.
Optimaliseer die ontwerp van die reliëfrolpatroon: die diepte word aanbeveel om 0,5 ~ 1,0 mm te wees, en die skuinshoek word by 45 ° ~ 55 ° beheer om smeltvulling en -demolding te vergemaklik.
2. Onvoldoende reliëfrolpresisie
Rede:
Die oppervlakruwheid van die reliëfrol is nie voldoende nie (soos RA -waarde> 1,6μm), of die presisie van die patroongravering is laag (soos onvoldoende resolusie van lasergravering), wat lei tot vaag lyne.
Die druk tussen die reliëfrol en die trekkragrol is ongelyk (soos die linker- en regterdrukverskil> 5%), wat lei tot gedeeltelike helderheid en gedeeltelike vervaging van die patroon.
Oplossingsvoorstelle:
Oppervlakte behandeling van die reliëfrol (soos verchrooming, spieëlpolisering), beheer van ruwheid RA≤0,8μm, en gebruik hoë-presisie-gravure-tegnologie (soos vesellasergraving, resolusie ≤0,02 mm).
Kalibreer die reliëfroldrukstelsel om eenvormige druk aan die linker- en regterkant te verseker (fout <2%), wat in reële tyd deur die druksensor gemonitor kan word.

Iv. Ander faktore
1. Te vinnig vastrapspoed
Rede:
Die vastrapsnelheid stem nie ooreen met die ekstruderingsnelheid nie (soos die snelheid van die trekkrag> Ekstrusielyn 15%), wat lei tot oormatige rek van die smelt tydens reliëf en platpatroon van patroonbesonderhede.
Oplossingsvoorstelle:
Pas die vastrapsnelheid aan sodat die snelheid van die trekkrag ooreenstem met die ekstruderingsnelheid (fout ≤5%), wat deur die omskakelaarskakeling beheer kan word.
2. Onbehoorlike gebruik van smeermiddel
Rede:
Oormatige toevoeging van smeermiddel (soos meer as 1,5%) veroorsaak dat die smeltoppervlak te glad is, maklik om te gly tydens reliëf en moeilik om patrone te vorm.
Oplossing:
Verminder die hoeveelheid smeermiddel (soos om dit binne 0,5%~ 1,0%te beheer), of vervang dit met 'n interne smeermiddel met 'n beter verenigbaarheid (soos gliserielstearaat) om die smeltadhesie te beïnvloed.
Om op te som, is die oplossing van die probleem van aanlyn -reliëf verskeie aspekte. Soek die oorsaak en los dit op volgens die werklike produksituasie. Dan kan u stabiel en pragtige WPC-dek van hoë gehalte produseer. As u enige behoeftes het, kontak Yongte se ingenieurspan om u te help om verskillende probleme op te los in die produksie van WPC -dek aanlyn.




