

Oplossing vir dimensionele afwyking, kromming en vervorming in WPC-deurproduksie
Oplossing vir dimensionele afwyking, kromming en vervorming in WPC-deurproduksie
Abstrak
Wood-Plastic Composite (WPC) deure het na vore gekom as 'n hoofstroomproduk in die moderne deur- en venstervervaardigingsbedryf vanweë hul uitstaande voordele, insluitend omgewingsvriendelikheid, vogweerstand, korrosiebestandheid en lae omvattende produksiekoste. Nietemin is dimensionele afwyking, kromming en onomkeerbare vervorming drie algemene kwaliteitsdefekte tydens die ekstrusie- en gietproses van WPC-deure. Hierdie probleme verminder nie net die oppervlakvlakheid en algehele voorkoms van voltooide produkte nie, maar beïnvloed ook die daaropvolgende monteringsdoeltreffendheid, produkdienslewe en klanttevredenheid direk. Op grond van jare se produksie-ervaring op die perseel en tegniese navorsing, som professionele ingenieurs van Yongte doelgerigte aanpassings- en regstellingoplossings vir bogenoemde drie defekte op, met die doel om betroubare tegniese verwysings vir WPC-deurvervaardigers te verskaf om produksieprosesse te optimaliseer en produkkwaliteit op te gradeer.

1. Inleiding
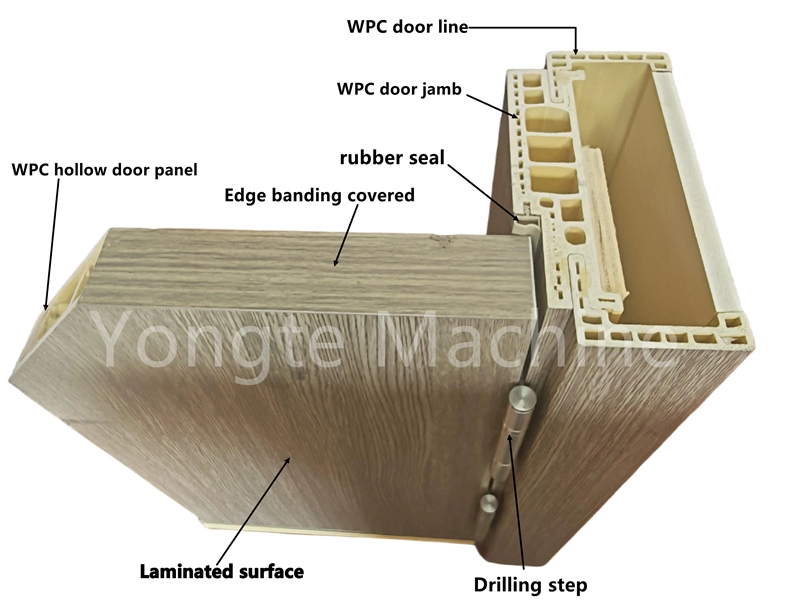
WPC-materiale word saamgestel met plantvesel, termoplastiese hars, funksionele bymiddels en ander grondstowwe deur hoë-temperatuur smelt en ekstrusie giet. Geaffekteer deur veelvuldige faktore soos grondstofformuleverhouding, ekstrusietemperatuur, verkoelingstelsel, trekspoed en snyproses, is semi-afgewerkte en voltooide WPC-deurprodukte geneig tot onstabiele algehele afmetings, eensydige of bilaterale vervorming en strukturele vervorming. Anders as tradisionele soliede houtdeure en PVC-deure, het WPC-deure komplekse interne strukturele spanningseienskappe. Blinde ontfouting van 'n enkele prosesparameter kan nie kwaliteitsdefekte heeltemal uitskakel nie; sistematiese optimalisering van gietvorm, verkoeling tot naverwerking word vereis. Hierdie vraestel ontleed die grondoorsake van algemene defekte en stel haalbare regstellingstrategieë voor.
2. Oorsake en Regstelling Oplossings van Algemene WPC Deur Defekte
2.1 Dimensionele afwyking
2.1.1 Oorsake van gebreke
Dimensionele afwyking verwys na die fout tussen die werklike lengte, breedte en dikte van WPC-deure en die standaardontwerpwaardes, wat hoofsaaklik in die snystadium en ekstrusiegietfase voorkom. Die kern-induserende faktore sluit in ongelyke verkoeling van profiele, fluktuerende trekspoed, onredelike strukturele ontwerp van die vormingstelsel en foute in handmatige of meganiese sny. Oormatige dimensionele foute sal lei tot swak passing tydens deurraamsamestelling, wat lei tot gapings, deurblokkering en ander na-verkope probleme.
2.1.2 Professionele regstellingsmaatreëls
Volgens Yongte se tegniese span is 'n gekombineerde proses van vakuumvorming, waterverkoelingssirkulasie en stabiele vastrapbeheer die kern om dimensionele akkuraatheid van WPC-deure te beheer. Eerstens word die vakuumvormingstelsel gebruik om die buitenste kontoer van geëxtrudeerde WPC-profiele intyds te beperk, om profieluitbreiding of -krimping wat veroorsaak word deur termiese uitsetting en koue inkrimping te vermy. Tweedens is die sirkulerende waterverkoelingstoestel gekonfigureer om eenvormige en geleidelike verkoeling van die binne- en buitenste lae van die deurpaneel te realiseer, plaaslike krimpverskille uit te skakel en die basiese grootte van die profiel na gietvorm te stabiliseer.
Daarbenewens is dit noodsaaklik om 'n hoë-presisie konstante-spoed traksie toestel te pas om grootte jitter wat veroorsaak word deur vinnige en stadige traksie te vermy. Saam met geoptimaliseerde snytoerusting met vaste lengte, kan die hele produksielyn die snyakkuraatheid besef wat binne beheer word±1 mm, wat ten volle voldoen aan die hoë-standaard monteervereistes van voltooide WPC-deure.

2.2 Paneelvervorming
2.2.1 Oorsake van gebreke
Vervorming is een van die mees algemene defekte van WPC-deure, hoofsaaklik gemanifesteer as boogbuiging van die deurpaneel in die horisontale of vertikale rigting. Die hoofoorsake dek asimmetriese verkoelingspoed aan beide kante van die profiel, inkonsekwente gaping van die lip van die ekstrusievorm, en onstabiele trekspanning. Asimmetriese verkoeling sal lei tot inkonsekwente krimpspanning op die boonste en onderste oppervlaktes van die deurpaneel; onredelike lipgaping sal ongelyke ontlading van saamgestelde materiale veroorsaak; en gereelde fluktuasie van vastrapspoed sal die ongebalanseerde spanningsverspreiding van halffabrikate vererger.
2.2.2 Professionele regstellingsmaatreëls
Om die warpage probleem fundamenteel op te los, moet vervaardigers sinchroniese optimalisering van verkoelingstelsel, vormstruktuur en vastrapparameters maak. Implementeer eerstens gebalanseerde verkoelingsbestuur, pas die watervloei en temperatuur van die verkoelingswaterkanaal aan beide kante van die vormvorm aan, verseker die sinchrone verkoelingspoed van die boonste en onderste dele van die WPC-deurpaneel, en verminder die spanningsverskil wat in die verkoelingstadium gegenereer word.
Tweedens, bespeur en kalibreer gereeld die matryslipgaping van die ekstrusievorm om die gapingsimmetrie aan die linker- en regterkant sowel as bo- en onderkant te verseker, sodat die gesmelte WPC-materiaal eweredig afgevoer kan word, en die digtheid van alle dele van die deurpaneel konsekwent bly. Laastens, handhaaf die konstante werkspoed van die traksie-eenheid, stel 'n redelike spanningsdrempel in, vermy skielike versnelling en vertraging, en voorkom dat eksterne trekkrag onomkeerbare buigvervorming van die onverkoelde geharde deurpaneel veroorsaak.

2.3 Strukturele vervorming
2.3.1 Oorsake van gebreke
Anders as oppervlakkromvorming, behoort strukturele vervorming aan interne permanente skade van WPC-deurprofiele, insluitend inkeping, torsie en algehele ineenstorting. Hierdie defek word hoofsaaklik veroorsaak deur onredelike verkoelingspadontwerp, oorblywende interne spanning binne die materiaal en ongebalanseerde grondstofformule. Onredelike verkoelingspaaie sal lei tot oormatige oorblywende spanning binne die profiel; wanverhouding van plantvesel, plastiekmatriks en bymiddels sal die taaiheid en strukturele stabiliteit van WPC-materiale verminder, wat voltooide produkte geneig maak tot vervorming onder eksterne temperatuurveranderinge en eksterne kragekstrusie.
2.3.2 Professionele regstellingsmaatreëls
Yongte-ingenieurs stel drie kernoptimeringsrigtings voor om strukturele vervorming op te los: die optimalisering van verkoelingspaaie, die vrystelling van oorblywende interne spanning en die aanpassing van die grondstofformule. In terme van verkoelingspaaie, herontwerp die uitleg van interne en eksterne verkoelingswaterkanale van die vormingstoerusting, neem die gegradeerde verkoelingsmodus van voorverkoeling, konstante-temperatuur vorming en finale verkoeling aan, realiseer stadige spanningsvrystelling tydens afkoeling, en vermy oormatige interne spanningsophoping.
Vir interne spanningsregulering, voeg 'n spanningsverligting-verouderingsgedeelte by na die trekproses, plaas die aanvanklik gevormde deurpaneel in 'n konstante temperatuur en konstante humiditeit omgewing vir 'n sekere tydperk om oorblywende spanning uit te skakel. In terme van formule-optimalisering, pas die mengverhouding van houtpoeier, plastiekdeeltjies, koppelmiddel en stabiliseerder aan, verbeter die grensvlakbindingskrag tussen plantvesel en termoplastiese hars, verbeter die algehele taaiheid en anti-vervormingsvermoë van saamgestelde materiale, en verminder fundamenteel die waarskynlikheid van strukturele vervorming.
3. Gevolgtrekking
Dimensionele afwyking, kromming en vervorming is sleutelknelpunte wat die kwaliteit-opgradering van WPC-deurprodukte beperk, en die voorkoms van verskeie defekte is onderling verwant en beïnvloed deur veelvuldige produksieskakels. In werklike produksie moet vervaardigers nie net staatmaak op ontfouting met enkele parameters nie, maar ook 'n volledige proses kwaliteitbeheerstelsel bou wat grondstofformule, ekstrusiegietwerk, vakuumvorming, waterverkoeling en konstante-spoed traksie dek.
Die aanvaarding van die hoë-presisie-produksieproses van vakuumvorming + waterverkoeling + stabiele traksie om dimensionele foute te beheer, ooreenstemming met gebalanseerde verkoeling en simmetriese matrysstruktuur om vervorming te beperk, en die optimalisering van verkoelingspaaie en materiaalformules om strukturele vervorming uit te skakel, kan bogenoemde algemene kwaliteitsprobleme effektief oplos. Vir WPC-deurondernemings is gestandaardiseerde prosesparameterinstelling en daaglikse instandhouding van toerusting ook belangrike voorvereistes om langtermyn-stabiele produkkwaliteit te handhaaf.